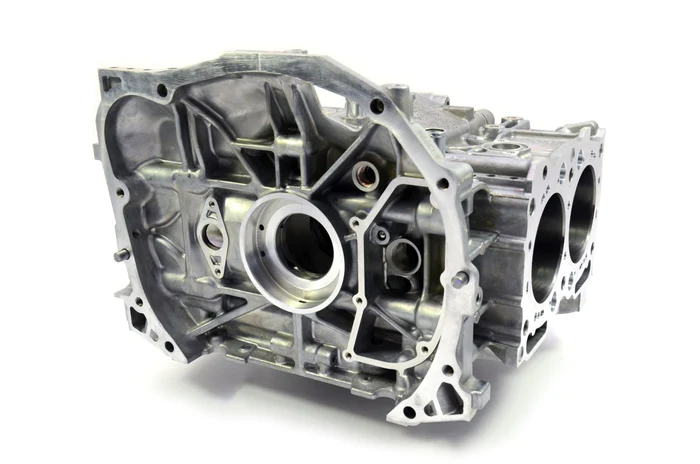
Les moitiés de carter converties Stage 3 Closed Deck d'IAG ont été créées pour constituer la modification de bloc court la plus abordable et la plus rentable pour les moteurs turbo Subaru EJ25. La surface du pont est usinée pour accepter des inserts moulés spécialement CNC qui renforcent le point le plus faible du boîtier OEM au niveau du manchon supérieur. Le pont fermé Stage 3 d'IAG convient à une utilisation sur route ou en course.
Qu'est-ce qu'un bloc de pont fermé Closed-Deck et pourquoi en ai-je besoin ?
Le boîtier d'usine Subaru EJ25 est appelé pont semi-ouvert (ou semi-closed). Le bloc est essentiellement un pont ouvert avec 3 supports étroits attachés dans le boîtier principal au sommet des manchons. Cette fonctionnalité représentait une légère amélioration par rapport au boîtier EJ20, qui était un deck complètement ouvert sans support. Le but des supports de pont est d'empêcher le manchon de bouger. Même si, sur le plan conceptuel, il s'agit d'une amélioration, la réalité est que ce n'est tout simplement pas suffisant pour une Subaru de grande puissance. Le point le plus faible de la manche reste ouvert et non résolu.
Qu'est-ce qui est unique dans le processus Closed Deck d'IAG ?
Notre processus d'usinage convertit le pont semi-ouvert (closed-deck) en un pont complètement fermé (closed-deck) et comprend l'utilisation d'un matériau d'insertion moulé qui correspond étroitement à la métallurgie du matériau du boîtier en aluminium dans un bloc moteur Subaru EJ d'usine. En utilisant un matériau moulé similaire (plutôt que des billettes), nous garantissons que pendant l'expansion et la contraction, les matériaux croissent et rétrécissent à des rythmes similaires, ce qui est essentiel pour maintenir la rondeur au sommet de l'alésage. Les inserts extérieurs sont usinés à partir d'un matériau moulé de ¾" et les inserts intérieurs à partir d'un matériau moulé de 1 pouce. Une fois le pont recouvert, le résultat est une véritable épaisseur d'insert extérieur fini de ½ pouce et une véritable épaisseur d'insert intérieur fini de ¾ de pouce.
Qu'est-ce que le processus fermé d'IAG ?
La conversion IAG Closed Deck est réalisée à 100 % en interne par nos ingénieurs et experts à l’aide d’équipements de pointe. Le pont fermé (closed-deck) IAG commence avec un nouveau boîtier nu OEM EJ25. Le boîtier est chargé et fixé à un indexeur rotatif du 4ème axe dans notre centre d'usinage vertical CNC Haas VF4-SS 2015. Il est soutenu par les tourillons principaux à l'aide d'une barre de 2 pouces rectifiée avec précision et d'une contre-pointe qui garantit que la référence correspond aux tourillons principaux. Cette méthode nous donne un véritable point de référence pour réaliser toutes les opérations d’usinage. Une sonde Rennishaw est utilisée pour vérifier que le cas est bien fixé et une fois confirmé, le processus d'usinage commence.
Une fois le boîtier fixé, la première étape consiste à fraiser 12 poches pour les plaquettes CNC. Plutôt que d'essayer d'installer des inserts dans un boîtier moulé incohérent, les poches sont fraisées aux dimensions exactes, créant une zone cohérente qui accepte nos inserts de précision. Une fois les poches usinées, la caisse est retirée du broyeur et placée dans un four à bloc à basse température. Nos inserts pré-usinés à plateau fermé sont simultanément refroidis à l'aide de glace carbonique. Lorsque le boîtier et les inserts ont atteint la température souhaitée, ils sont déplacés vers notre station d'installation, qui maintient le bloc et appuie légèrement sur les inserts en position sur un côté de la surface du pont. Ce processus est répété de l'autre côté, puis le boîtier partiellement terminé est déplacé vers un support de refroidissement. Dans l'étape suivante de notre processus, le boîtier est chargé et réinstallé dans le VF-4SS après avoir atteint la température ambiante. Au cours de cette étape, les rebords issus de l'usinage des inserts sont fraisés à proximité de la surface du carter. Des caractéristiques telles que les passages de liquide de refroidissement et les positions d'accès aux boulons du boîtier sont usinées. Enfin, chaque surface du pont est usinée véritablement et plate à l'aide d'un insert Poly Crystal Diamond.
Ce qui est inclu:
(x1) Moitiés de boîtier converties à pont fermé Stage 3 d'IAG (utilisant le tout nouveau boîtier EJ25 / alésage d'origine 99,5 mm) * Alésage et affûtage supplémentaires et requis avant l'assemblage final
Veuillez noter : un suralésage doit être effectué (99,75 mm est l'alésage préféré) avant l'assemblage !
*Attention : Remarque spéciale sur l'utilisation des boulons de boîtier ARP – IAG recommande d'affûter le boîtier lors de l'utilisation de boulons de boîtier ARP pour supprimer toute distorsion créée par le matériel. IAG installe des boulons de boîtier ARP avec de l'huile moteur 30 W en utilisant les spécifications et procédures de couple OEM SUBARU. D'autres spécifications de couple et lubrifiants peuvent entraîner des dommages causés par la distorsion du boîtier.
 SUBARU
SUBARU